某电厂进行压力容器定期检验,共有20台压力容器需要进行抽查检验。抽查除灰缓冲罐“T字”焊缝进行表面磁粉检测,在磁粉检测过程中发现存在疑似裂纹的磁痕显示。

该除灰缓冲罐由上海申江压力容器有限公司设计制造,容器根据GB150-98标准设计制造,设计压力0.84MPa,使用最大压力0.8MPa,使用介质为压缩空气,属于I类压力容器范畴,使用日期为2009年3月。

表面磁粉检测抽查容器下端封头环焊缝和纵缝,在检测过程中发现抽查的焊缝均存在疑似裂纹的磁痕显示,如下图所示。磁痕显示均在焊缝与母材融合线位置,磁痕显示非常明显。发现问题需要对该容器扩大检查范围,对打磨检测该台容器所有焊缝,发现所检部位的焊缝熔合线位置均存在该类显示。
磁粉检测疑似裂纹的磁痕显示
此时处于发电高峰阶段,若磁粉检测该容器部位的磁痕显示均为裂纹,则需要停机较长的时间进行整顿,必将会对电厂造成较大的经济损失。为了能够的让电厂尽快发上电,我们加班加点确认该磁痕显示是否为裂纹。
晚上加班对磁粉检测焊缝存在磁痕显示的位置进行打磨,打磨之后再做渗透检测,发现均存在显示。再继续进行打磨,打磨余高至一定深度观察打磨位置,发现该疑似裂纹的磁痕显示并非是裂纹。

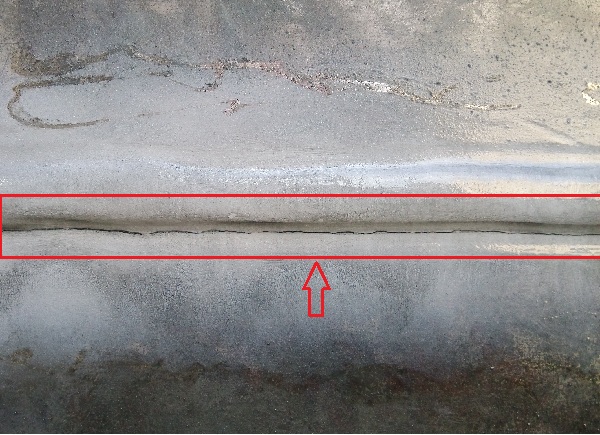
从下图可以清楚看到,在打磨余高至一定深度后,可以看到母材还存在油漆,焊缝余高与母材没能很好的结合。再对有显示的位置进一步打磨至肉眼不能看到为止,进行磁粉检测,该类磁痕显示不在出现。因此,可以断定该磁痕显示不是裂纹,属于焊缝余高与母材之间的未熔合,暂且称为层间未熔合,此类缺陷对容器并无多大的危害,只需将该容器焊缝存在磁痕显示的位置打磨至肉眼看不到为止,则缺陷处理完毕。

做完该容器已经是凌晨4点多钟,全身已经疲惫不堪,不过为电厂解决了一重大问题,此次整晚上的加班还是很值得。
- 博主:曹智
- 高级工程师、UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
“云特考”微信小程序题库,助您顺利通过取证考试!

层间未熔合缺陷案例