人变懒了,公众号许久未更,翻开最近的文章,时间停留在2018年11月,整整10个月,期间有很多朋友留言催更,在此感谢大家对NDT新思想的支持与厚爱!小编决定重操旧业。
有个想法,想了很久,一直苦于没有思路,随笔吧,写到哪算哪。
超声检测定性,这是伪命题?
无损检测内部缺陷定性,非射线检测技术莫属,其缺陷影像直观,定性准确率高,而常规超声检测技术仅依靠抽象的波形,对于缺陷的定性非良策,但也非不可。
超声检测缺陷定性的准确率,取决于检测人员的经验,考量检测人员的综合水平。本人做过一些年头现场超声检测,非大牛,但总结了一些经验,或许对刚入门的同行有些帮助,非教学,若有不当之处请指出。
从最简单的缺陷开始——未熔合
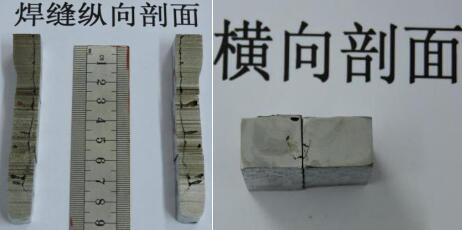
焊缝未熔合缺陷类型-坡口未熔合
焊缝未熔合缺陷类型-坡口未熔合
焊缝未熔合分为层间未熔合、根部未熔合、坡口未熔合,焊缝层间未熔合超声横波斜入法检出率较低,而坡口未熔合与之相反,根部未熔合的分析方法类似于坡口未熔合,故此主要分析焊缝坡口未熔合超声检测的特征及检测步骤。
焊缝未熔合缺陷类型、坡口未熔合、层间未熔合、根部未熔合
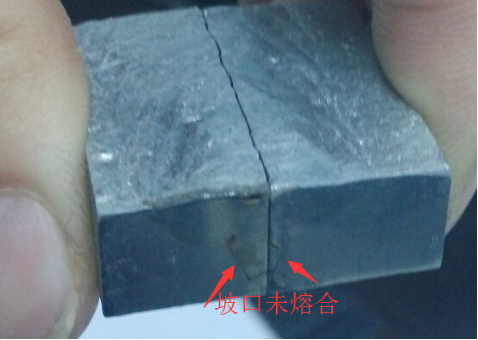
了解焊缝坡口未熔合超声检测缺陷特征,首先要了解什么是坡口未熔合(我的博客www.ndtblog.net,早在几年前更新过一系列的射线检测评片技巧,阅读量已超10万,详细介绍了焊缝中常见的5类缺陷、成因、评片经验等)。
坡口未熔合是指焊接成型后,母材坡口与焊缝金属存在未熔合现象,其缺陷特点:面积型缺陷,具有一定的长度和自身高度;母材侧具有一定的倾角,且与坡口角度一致;母材侧缺陷表面平整光滑,焊缝侧不规则等特征。因此,根据坡口未熔合缺陷特征,再结合超声检测的特点,可对该类缺陷进行初步定性。
焊缝超声检测坡口未熔合缺陷特征分析
检测前需要了解被检工件的基本情况,如工件类型、规格、材质、坡口型式、焊接方式、焊工水平等条件,其中坡口型式对超声检测坡口未熔合缺陷判定影响最大。对接接头常见的坡口型式有I型、V型、X型,U型、双U型等,角接接头有T型、K型、无坡口等。坡口的类型主要取决于工件种类、规格和壁厚,如管道焊缝通常采用单面焊双面成型,即单V型、单U型坡口,容器可以采用V型、X型等,参考DL/T 869-2012 《火力发电厂焊接技术规程》。
焊缝中坡口未熔合缺陷超声检测特点可依据取向、缺陷位置、波形波高等特征进行判定。
一、取向明显——声束与缺陷的夹角
所谓取向明显是指超声波声束角度(探头K值)、波次、探头位置、坡口型式、缺陷深度等因素对缺陷检测效果影响较大,即不同的探头K值、波次、以及不同扫查位置等因素,影响超声波声束与缺陷夹角,导致缺陷回波高度差异较大。
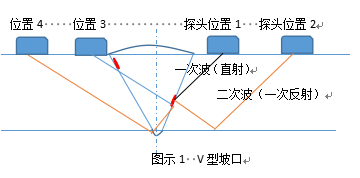
1、波次和探头位置:由图示1看出,V型坡口中的坡口未熔合缺陷,当采用一次波(直射法,探头位置1),超声波声束与缺陷夹角较小,趋近于平行,此时缺陷的反射回波较低,不易检出。当采用二次波(一次反射法,探头位置2),超声波声束与缺陷近似垂直,缺陷反射回波较高,通常位于III区,且超过判废线一定dB值,易于判断。
当探头位于缺陷对侧时,若缺陷位于一次波声束覆盖区域内,采用一次波(直射法,探头位置3),则存在一定高度的反射回波,采用二次波(一次反射法,探头位置4)检测,无回波或回波微弱。
2、探头K值:坡口未熔合缺陷具有一定倾角,角度取决于坡口角度,采用不同K值的探头扫查时,超声波声束与缺陷夹角不同,造成回波高度也不同,即不同K值的探头对同一坡口未熔合缺陷扫查,回波高度不同,因此选择合适的K值的探头至关重要。
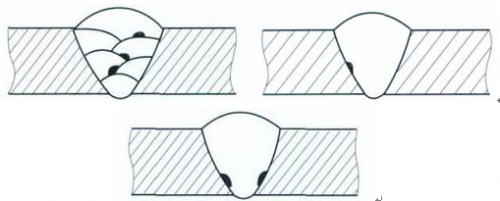
3、坡口型式:不同的坡口型式,坡口未熔合缺陷检测效果也不同。如V型坡口与X型(双V型)坡口检测方式有明显的区别,如图示2,当缺陷位于坡口上V部分,检测情况与单V型坡口相似,而缺陷位于下V部分,则与之相反。分析方法参考单V型焊缝,不再赘述。
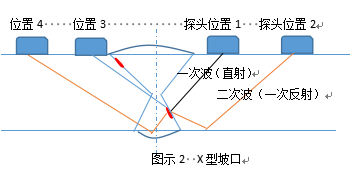
焊缝X型坡口未熔合缺陷超声检测
当缺陷位于焊缝中下部分(单V型坡口根部未熔合),直射法声束覆盖区域内,探头位置与波次不同,影响超声波声束与缺陷夹角,声束与缺陷垂直,缺陷回波较高,波高位于III区。声束与缺陷平行,回波较低,波高位于评定线附近区域。直射波(一次波)检测时,超声声束与缺陷垂直,缺陷回波较高,位于判废线以上(III区)。
二、缺陷位置——位于坡口
焊缝坡口未熔合,顾名思义,母材坡口与焊缝金属未熔合部位,即位于坡口处。因此,超声检测时,移动探头找到缺陷的最高回波,测定缺陷的水平位置和深度,绘制出焊缝与缺陷的简图,未熔合缺陷必定位于坡口处。缺陷位置也是判定坡口未熔合的一项重要方法。
三、缺陷回波高度及波形
焊缝坡口未熔合缺陷超声检测定性步骤
对焊缝扫查时,当发现存在一处缺陷,如何判定其是否坡口未熔合缺陷呢?
上述详(啰)细(嗦)分析了坡口未熔合缺陷超声检测的一些主要特征,根据这些特征总结一些此类缺陷的超声检测定性的步骤。
1、发现疑似缺陷回波,首先应判定其是否缺陷,具体判定方式后续再更新文章,也可参考之前更的几篇缺陷判定的文章。
2、确定该反射波为缺陷波后,测量缺陷的水平位置和深度,并绘制简图,判定其是否位于坡口附近,若位于坡口上,则继续以下步骤。
3、探头在焊缝一侧扫查,前后移动探头,必定只有一个最高波,即不会存在一次波和二次波的高度相近。探头在焊缝两侧扫查,两侧的缺陷的最高回波的波高相差较大。当缺陷存在一定长度时,平行焊缝移动探头,回波变化较缓慢,旋转探头,回波变化明显。
4、缺陷最高回波一般位于III区,且超过评定线一定dB值,回波波较干净,杂波较少,其他位置扫查时,缺陷回波较低,一般位于评定线以下或I区。
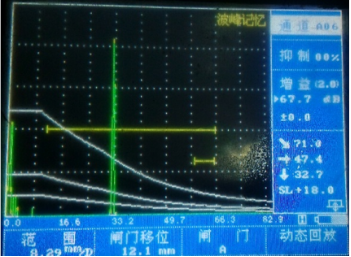
焊缝坡口未熔合缺陷超声检测波形1
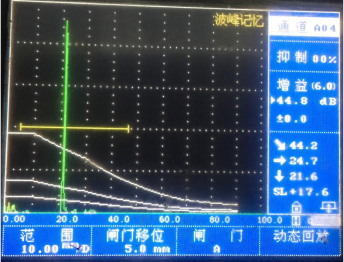
焊缝坡口未熔合缺陷超声检测波形2
5、绘制焊缝坡口简图,初步推测何种K值探头的超声波主声束与缺陷垂直,更换不同K值的探头,找到缺陷最高回波,比较两种缺陷最高回波是否存在较大差异。
焊缝坡口未熔合缺陷较为常见,超声检测判定其性质也比较简单,一般采用上述中的第2、3步骤基本可以推测出,如果被检焊缝中存在坡口未熔合缺陷,按照NB/T47013.3-2015标准应评为III级,为超标缺陷,在工件上应仔细定位、作好标记,便于返修。在返修过程中最好在现场观察,磨出缺陷后拍照留档。
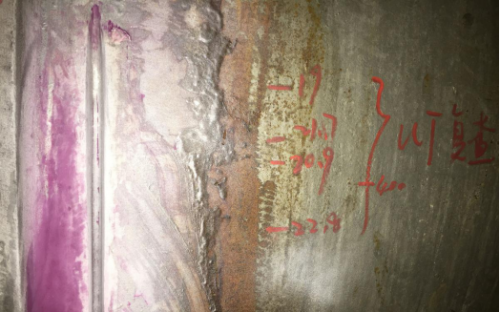
焊缝坡口未熔合缺陷渗透检测图

焊缝坡口未熔合缺陷渗透检测图
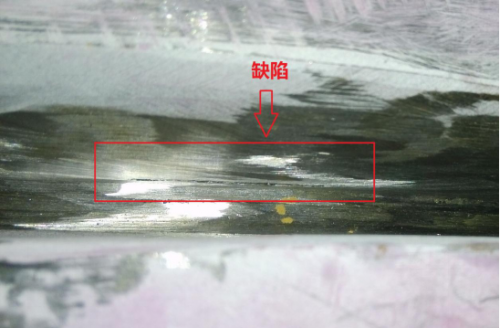
焊缝坡口未熔合缺陷图
理论分析和经验总结不如多实践,理论和实践结合,方有收获。
相关参考:
- 博主:曹智
- 高级工程师、UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
“云特考”微信小程序题库,助您顺利通过取证考试!

评论前必须登录!