许久未更新公众号文章,在此间陆陆续续的被取消关注,每一个取消关注心中都是万分愧疚,终究有一天坐不住了,我得遵守曾经的诺言。
曾有人催更、问我为什么不再更新文章,是不是油尽灯枯,没有东西可以写了?我竟然用一个“忙”字搪塞,其实不是“忙”字,而是“懒”字。可以更新的东西太多了,除了工作中遇到的一些问题,还有学习的收货,都可以记录、分享。
好了,现在重操旧业!
切入正题,铝合金焊缝超声检测的关键点。
铝合金与钢对接焊缝并非我们想象中那么简单,并不仅仅因声速的不同,引起的检测方法有所不同。确实,铝合金的横波声速与钢的声速存在一定的差别,其选用探头的方式也有所不同。除此之外,还有一个重要的原因——铝合金的晶粒组织并非像钢中那样均匀分布,并且不同的生产工艺和元素成分,造就了铝合金拥有特殊的组织形态。
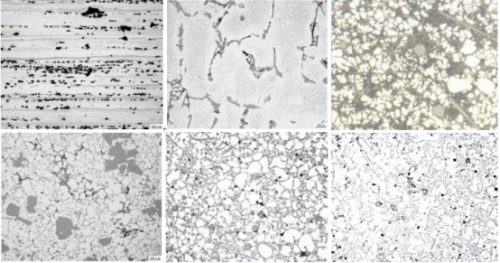
铝合金金相组织
百度了几张不同成分和加工方式的铝合金金相组织图片,从图中可以看出,呃…..
不管你是否看出何种名堂,铝合金的组织形态和钢区别很大,铝合金金相组织分布不均,超声波声束入射发生偏转,导致定位不准。
另外,铝合金的声衰减系数小于钢,制作的DAC曲线趋近于直线,同深度的横孔所对应的增益值也小于钢。
等等….
好了,我们现在正式开始分析铝合金对接焊缝超声检测的方法。
一、如何选择合适的探头
在NB/T47013.3-2015标准附录H中用了一句话详细描述了探头的选择方式,“探头的选择按6.3.6的规定执行”。你理解了这句话的真正内涵吗?
如果选用的铝合金专用探头,应参照该规定执行,否则就不能完全参照该规定执行。
比如你采用的是K2的非铝合金专用斜探头,该K2值一般指钢中的标称值,应换算成铝合金中的K值后才能参照该规定。
根据铝合金中横波传播声速(3100m/s)和钢中横波传播声速(3240m/s),再利用SNELL计算公式,可以将钢中K值换算成铝合金中K值,再按6.3.6表中的要求执行即可。
例如:钢中K2的斜探头,换算成铝合金的K值为1.65。
铝合金的声衰减系数小于钢,探头频率可以参考6.3.6的规定执行。
二、试块选择
在NB/T4713.3-2015标准的附录H中给出了对比试块尺寸和形状参数,如“1号对比试块”和“2号对比试块”,对比试块材质应与被检工件声学性能相同或相近。
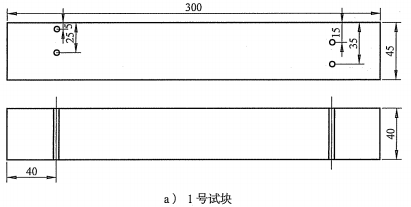
铝合金超声检测1号试块
由于铝合金材质质地较软,某些厂家生产的试块不能满足检测要求,比如钻的横孔不是圆的,而是成椭圆形状,制作出来的DAC曲线不光滑,影响检测效果。因此,找一家合格的试块生产厂家购买十分必要。
标准试块可以采用与被检工件声学性能相同或相近材质制作的CSK-IA试块,另外推荐采用铸铝制作的CSK-IA试块,至于为何推荐采用铸铝,后续将揭露答案。
三、仪器校准
接触过铝合金焊缝超声检测的同行应该了解,铝合金焊缝超声检测仪器校准是所有检测过程中的重点、难点和关键点。
为什么说仪器校准是重点、难点和关键点?
刚接触铝合金焊缝超声检测,很多人就过不了仪器校准这关。当然也包括我在内,最初接触铝合金超声检测时,在校准仪器过程中遇到了许多难题,比如测量探头的前沿值严重大于实际值、校准的声速与理论值偏差较大、K值测量不准,最终导致无法对缺陷进行准确定位,这就脑袋大了。
若将仪器校准的问题一一解决,铝合金焊缝超声检测的难点也将一一攻破。
为什么铝合金焊缝超声检测不能准确的校准仪器?
当探头在铝合金质CSK-IA试块上找到R100圆弧的最高反射波后,测量探头前沿值,发现探头前沿测量值与实际值偏差太大。比如:一个探头在钢质CSK-IA试块上测的前沿值是12mm,但是在铝合金质CSK-IA试块上测的前沿值是19mm,两者相差甚大。如果继续采用该19mm前沿值测量声速和零偏,发现声速和零偏也是不准的,最终导致缺陷定位不准。在此之前写过一文章探讨探头前沿值的变化——《超声波探头的前沿值会变化吗?》。
不能准确的校准仪器的原因——由于铝合金晶粒组织不均匀,超声波入射至铝合金材质试块声束发生偏转,R100圆弧的入射和反射声束均发生偏转,最高反射回波的接收点发生偏移。因此,探头的测量前沿值发生改变,声束路径也发生改变,超声波发射和接收的路径不再是2×100mm。
如何准确快速的校准仪器呢?这是我们要探讨的重点!
要快速准确的校准仪器,就必须掌握铝合金超声检测的特点。虽然在铝合金CSK-IA试块上测量探头的前沿值偏差太大,但实际上该探头的真实前沿值几乎不发生变化。因此,可以利用该特点探索如何准确校准仪器的方式方法。
推荐两种方法校准仪器,择其一用之。虽然这两种方法看似邪门,但都亲测有效,值得推荐。
方法一:钢质试块上测量探头前沿,铝合金质试块上测声速和零偏
设备:探伤仪、探头、钢质CSK-IA试块、铝合金质CSK-IA试块、铝合金质1号试块或2号试块。
铝合金焊缝超声检测仪器调校
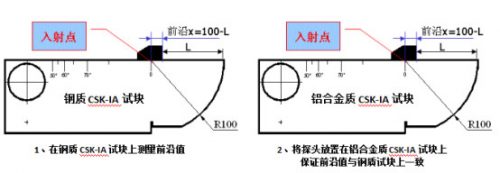
首先,将选用的探头在钢质CSK-IA试块上找到R100圆弧的最高回波,测量此时的探头前沿至试块端部距离L值,探头前沿值则为100-L,并将测量的数据记录下来。
其次,再次将探头放置在铝合金质CSK-IA试块R100圆弧和R50圆弧中间位置,保持探头前沿至试块端部距离也是L值,无需在铝合金试块上找R100圆弧的最高反射波。利用此位置测量声速和零偏值。
再次,可以在铝合金质CSK-IA试块上测量K值,或者利用铝合金质1、2号试块的横孔测量K值,K值测量方法和钢质试块相同。
最后,利用铝合金质1、2号试块制作DAC曲线,按照标准要求设置灵敏度。
是不是很疑惑为什么可以利用钢上测得的前沿值,用于铝合金质试块上校准仪器呢?其实很简单。
因为在铝合金质试块上找到的R100的圆弧最高回波,声束入射点不是在R100的圆心,声程不等于100mm,而在仪器中输入的声程却是100mm,因此仪器计算出的声速和零偏是不准确的。
而探头的前沿值(入射点)在不同材质上的变化值可忽略不计,又因钢的晶粒组织较均匀,可忽略声束偏转的影响。因此,在钢上测量的探头前沿值可近似当作探头的实际前沿值。
保证在铝合金质试块上的前沿值与钢质试块一直,其目的是保证探头在铝合金质试块上的入射点是R100圆弧的圆心位置。因此,仪器测量出来的声速和零偏值可认为是准确值。而通过实际操作,该方法测量声速接近理论值,深度30mm的定位误差小于1mm。
方法二:利用铸铝质CSK-IA试块测量探头前沿、校准声速和零偏
设备:探伤仪、探头、铸铝质CSK-IA试块、铝合金质1号试块或2号试块。
首先,在铸铝质CSK-IA试块找到R100圆弧的最高回波,利用该位置测量探头的前沿、校准和零偏,其校准过程与钢质试块相同
其次,可以在铸铝质CSK-IA试块上测量K值,或者利用铝合金质1、2号试块的横孔测量K值,K值测量方法和钢质试块相同。
最后,利用铝合金质1、2号试块制作DAC曲线,按照标准要求设置灵敏度。
是不是又疑惑了,为什么采用铸铝的CSK-IA试块校准仪器?
因为铸铝的晶粒组织相比铝合金材质均匀,可以认为近似认为是均匀的,忽略声束偏转造成的影响。实际上铸铝材质也是不均匀的,但在检测中其影响不大。比如一探头在钢质试块上测量的前沿值为12mm,在铝合金质试块上测量的前沿值为19mm,在铸铝试块上测量的前沿值为14mm,可近似认为铸铝与钢相似。
只要攻克了铝合金质试块的校准,也就破解了铝合金超声检测的难点,其他内容参照标准执行即可。
这两种方法看似邪门,实则有效,也是目前采用比较多的两种方法,建议收藏,以备不时之需,小编更希望关注「NDT新思想」微信公众号后分享出去。
- 博主:曹智
- 高级工程师、UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
“云特考”微信小程序题库,助您顺利通过取证考试!

评论前必须登录!