在上一篇《薄壁焊缝超声检测方法及缺陷识别技巧》中,介绍了薄壁焊缝(不大于10mm)超声检测选择探头规格的经验,以及缺陷识别的简单实用技巧。
对于薄壁焊缝超声检测而言,由于壁厚薄、探头规格等特殊因素,导致超声仪器屏幕中伪缺陷较多、识别区间较窄,由此来看薄壁焊缝的缺陷识别似乎难于厚壁。因此,有必要对伪缺陷进行更深入的分析。
近期参与了薄壁钢管对接焊缝超声检测实操培训,对于缺陷识别总结了一点心得,后续将所获心得一一分享。在本文中将分析伪缺陷成因、典型特征,及识别伪缺陷的技巧。
薄壁焊缝超声检测,存在的伪缺陷有:(1)根部焊瘤反射波,(2)表面波/油波,(3)变形波(纵波),(4)上表面反射波(横波),(5)余高反射波。
根部焊瘤反射波、变形波、上表面反射波统称为“山形波”。
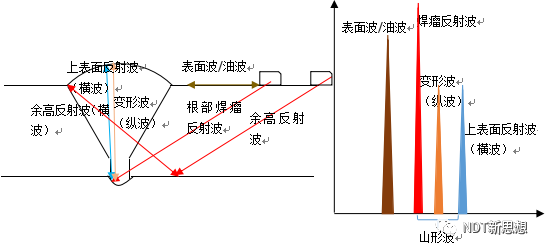
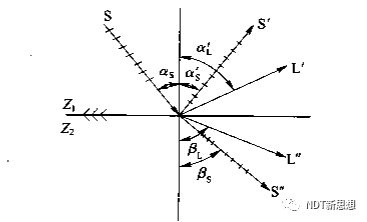
1、表面波/油波:超声波声束具有一定扩散角,当上扩散角一定大时,钢中存在上扩散角为90°的横波,且沿着工件表面传播,即为表面波。可以简单的理解为,表面波是沿着工件表面传播的横波。
当选用的探头K值较大、晶片尺寸较小、频率较小等条件时,会导致超声波声束扩散角增大,沿着工件表面传播的横波分量越多,表面波愈加明显。
而表面波不能反映缺陷真实的情况,通常被认为伪缺陷波,且容易被误认为缺陷波,造成误判。因此,应尽量避免表面波的存在,而选择合适规格的探头,是避免表面波的最佳方式。
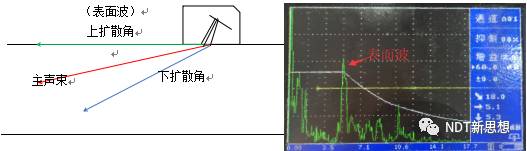

表面波/油波特征:表面波波形较宽,呈三角形状,用手蘸油拍打探头前部,表面波会明显跳动或者消失。油波波形较宽,当探头固定不动,清除探头前部多余的耦合剂,油波消失。
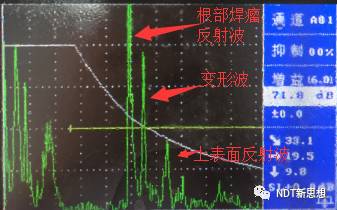
2、根部焊瘤反射波:成型良好的单面焊双面成型的焊缝,会在焊缝根部会形成一道圆滑的余高,我喜欢称之为“焊瘤”。置于称呼对不对不重要,只需明白在该部位存在反射波。
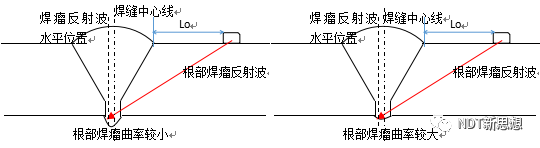
根部“焊瘤”曲率较大时(半径较小),根部焊缝反射波较强,波幅较高。当锯齿扫查时,由于焊缝壁厚较薄,该反射波将在仪器屏幕中将一直出现,简直就像梦魇般的存在,严重影响缺陷的识别,非常容易造成误判,但也并非是一场噩梦。
根部“焊瘤”曲率较小(半径较大)时,该反射波较弱,波幅较低,似乎可以降低识别缺陷的难度。但切莫高兴的太早,这并非是件好事。究竟何种原因,后面将会介绍。
当然能将根部焊瘤磨平,那简直太好了,如果是这样的话,也就不存在下面这些伪缺陷。而现实却是残酷的,剧情的发展往往不会伴随着我们意志改变而改变,根部焊瘤也将是一道无法逾越的鸿沟。但认真的研究下焊瘤反射波,其实可以借力打力。
根部焊瘤反射波特征:(1)通常情况下根部焊瘤反射波深度大于T,小于T+2mm。请注意,这是一般的情况下,对于焊瘤较大时,可能为T+3,切莫生搬硬套。
(2)反射波的水平位置,一般大于探头前沿至焊缝中心的距离,无论在那一侧扫查,这一条均能满足。
(3)对于相同厚度的工件,且K值不变时,探头前沿至焊缝中心线的距离不变,或者说探头前沿至焊缝边缘的距离Lo不变。在我总结的缺陷识别方法中,Lo是至关重要的参数,请记住这个值,在下一篇文中,将会分享快速辨别缺陷的技巧。
(4)采用不同K值的探头,焊瘤反射波的波幅不同。
3、变形波(纵波):在两种不同阻抗的介质中,当横波入射角小于第三临界角时,在反射波中,既有横波又有纵波,而横波变为纵波的过程称之为波形转换,纵波也可称为“变形波”(更准确的描述是“变型波”,但是我习惯了讲“变形波”,如有误导,请多多包涵)。
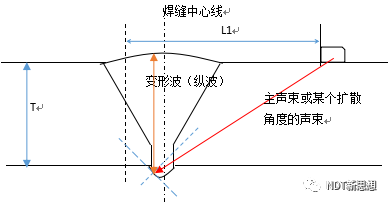
当超声波声束入射至焊缝根部焊瘤时,此时存在钢/空气两种介质。因此,也会发生波形转变,即横波变为纵波。当横波入射角度合适时,纵波会垂直入射至焊缝上表面,此时反射波幅较高。大多情况下,该入射横波为某个扩散角度的声束,因此波幅一般小于焊瘤反射波。
 变形波(纵波)特征:(1)变形波的多出现在焊瘤反射波后面,工件厚度越薄,越接近根部焊瘤反射波,位于山形波的中间位置。
变形波(纵波)特征:(1)变形波的多出现在焊瘤反射波后面,工件厚度越薄,越接近根部焊瘤反射波,位于山形波的中间位置。
(2)当整条焊缝的根部焊瘤形状近似相同、板厚不变、探头K值不变时,变形波在超声波仪器屏幕显示的水平值和深度值近似固定值。移动探头,找到变形波波幅最高时,探头前沿至焊缝边缘的距离也是近似固定值,可以通过简单三角函数计算其深度和水平值。
(3)用尺子量取屏幕中的水平值L1,貌似位于探头对侧,且靠近焊缝边缘位置,深度也在焊缝下半部分。当然厚度不同的工件,水平距离和深度值也不同,这点也切莫生搬硬套,可根据下列公式灵活应变。通常工件越薄,水平值越靠近焊缝中心位置,深度值越靠近根部。
推导公式:工件厚度T、K值(换算成入射角β=arctan(K))、探头前沿L=12mm、不考虑上表面余高厚度、焊瘤厚度为2mm。仪器读数水平值L1,深度值H1、横波声速3240m/s、纵波声速5900m/s。
![]()
![]() 假设工件厚度T=10mm、K3(β≈71.56°)、上焊缝盖面余高宽度为16mm,L1=24.3mm,而探头前沿值焊缝中心距为3T-12=18mm。因此,仪器水平显示值为探头对侧,且距离焊缝中心6.3mm,几乎靠近焊缝边缘。深度H1=12mm,深度显示位于焊缝根部。
假设工件厚度T=10mm、K3(β≈71.56°)、上焊缝盖面余高宽度为16mm,L1=24.3mm,而探头前沿值焊缝中心距为3T-12=18mm。因此,仪器水平显示值为探头对侧,且距离焊缝中心6.3mm,几乎靠近焊缝边缘。深度H1=12mm,深度显示位于焊缝根部。
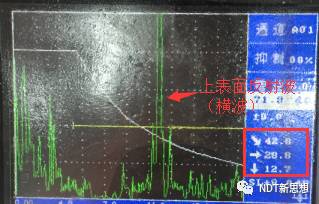
4、上表面反射波(横波):超声波声束入射至根部焊瘤时,既有波形转换的纵波,同时存在反射横波,即横波经过根部焊瘤反射后,反射横波垂直入射上表面余高,形成上表面反射波。
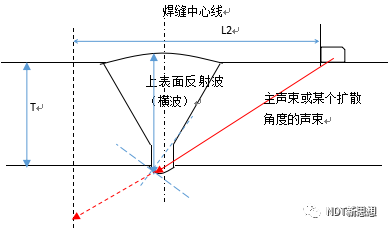
上表面反射波(横波)特征:(1)上表面反射波与变形波的特征非常相似,但由于反射横波的声速小于变形波(纵波)的声速,因此,上表面反射波位于根部焊瘤波和变形波后。仪器屏幕显示的水平位置一般在探头对侧,且位于焊缝外。在整条焊缝中,该反射波波幅最高时,探头距离焊缝的位置也基本固定。
(2)当根部焊瘤曲率越小(半径较大),K值越大,该波反射较强,而根部焊瘤反射波和变形波较低,甚至消失。该反射波会再二次波中显示,严重影响缺陷二次波的识别,所以焊瘤小也并非一件好事,除非磨平。
工件越厚,仪器屏幕中的水平读数距离焊缝中心位置越远,也可铜通过三角函数计算。
推导公式:工件厚度T、K值(换算成入射角β=arctan(K))、探头前沿L=12mm、不考虑上表面余高厚度、焊瘤厚度为2mm。水平值L2,深度值H2、横波声速3240m/s、纵波声速5900m/s。
![]()
![]() 假设工件厚度T=8mm、K3(β≈71.56°)、上焊缝盖面余高宽度为16mm,L2=21.4mm,而探头前沿值焊缝中心距为3T-12=12mm。因此,仪器水平显示值为探头侧,且距离焊缝中心9.4mm,水平位置在焊缝外面。深度H1=11.2mm,深度显示接近中部位置。(注:图中厚度为8mm的工件,但非该波的最高波)
假设工件厚度T=8mm、K3(β≈71.56°)、上焊缝盖面余高宽度为16mm,L2=21.4mm,而探头前沿值焊缝中心距为3T-12=12mm。因此,仪器水平显示值为探头侧,且距离焊缝中心9.4mm,水平位置在焊缝外面。深度H1=11.2mm,深度显示接近中部位置。(注:图中厚度为8mm的工件,但非该波的最高波)
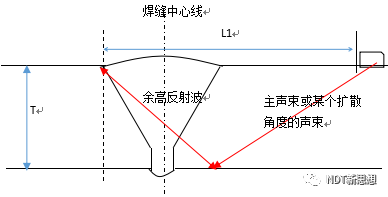
5、余高反射波:如果采用三次波来检测,应考虑余高反射波的干扰。一般余高反射波深度读数略大于2倍板厚,水平位置距离焊缝中心偏探头对侧,如果上表面余高较高时,可能位于焊缝的焊趾部位。
 一般情况下,能用一、二次波检测,尽量不用三次波。对于厚度为10mm左右的薄壁对接焊缝,只要选择规格合适的探头,通常一、二次波检测足矣。
一般情况下,能用一、二次波检测,尽量不用三次波。对于厚度为10mm左右的薄壁对接焊缝,只要选择规格合适的探头,通常一、二次波检测足矣。
本文深入分析了薄壁焊缝超声检测的伪缺陷,在下篇中将分析缺陷与伪缺陷的区分方法,并总结了快速扫查方式和缺陷识别技巧,敬请关注!
- 博主:曹智
- 高级工程师、UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
“云特考”微信小程序题库,助您顺利通过取证考试!

评论前必须登录!