某电厂600MW超临界锅炉定期检验,该机组于2013年13月开始运行,至今运行约一年半时间。锅炉定期检验内容要求对水冷壁分配集箱入口下降管管道的弯头两侧对接焊缝进行超声检测,其中下降管材质为SA-106C,规格Φ457.2×58。下降管是连接汽水分离器与水冷壁入口分配集箱的管道,位于67米的汽水分离器分离出来的液态水,经过下降管管道流入0米层水冷壁下集箱。

下降管弯头两侧焊缝是现场安装焊缝,母材开U型坡口,采用氩弧焊打底手工焊盖面横焊的焊接方式,焊缝宽度为30mm。下降管管道母材测量厚度48.5mm,焊缝边缘热影响区测量厚度41.3mm,内部为不等厚对接,焊缝外观良好无错边。在进行弯头下焊缝超声检测中,发现焊缝中存在较多的缺陷反射波,其中有一缺陷反射波幅较高,在平移探头过程中缺陷断续存在。采用绝对灵敏度测长法测量连续的缺陷最大长度约40mm,波峰记忆找到波幅最大反射位置深度32.7mm。
由于管道弯头特殊,只能在弯头对侧检测,采用K1和K2的探头进行锯齿扫查,具体检测方案和检测情况如下:
(1)采用2.5P13X13K2(实测K值为1.93和实测探头前沿为15.7mm)斜探头在弯头对侧进行锯齿扫查,发现波幅较高为SL+18dB,反射位置偏离焊缝中心10mm,在检测位置的对侧,绝对灵敏度测长法测量缺陷长度约40mm。由于弯头结构特殊,探头不能置于对侧进行检测,超声检测具体情况如下图所示。

K2探头缺陷扫查
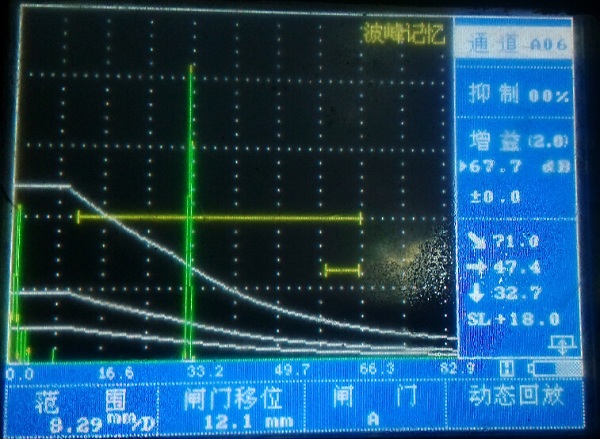
K2斜探头扫查反射波最大波幅
(2)采用2.5P8X12K1(实测K值为1.03和实测探头前沿为10.3mm)斜探头在弯头对侧进行锯齿扫查,在K2探头扫查反射最大波幅位置采用K1探头扫查,由于焊缝宽度较宽并且探头前沿存在10mm长度,K1探头中心声束不能覆盖缺陷位置,因此发现反射波幅显示在一区,波幅较低,具体扫查情况如下图所示。

K1探头缺陷扫查
(3)采用5Z10直探头将底波自动增益值80%,在增加20dB补偿灵敏度,将探头置于K2斜探头扫查最大反射波幅位置。在一次底波之前发现一小波,反射体深度约30mm,如下图所示。

在用K1和K2斜探头扫查无缺陷反射波位置时,发现根部反射波(通常认为是底波)波幅很高,超过定量线20-30dB,并且在锯齿移动探头过程中,当根部反射波波幅达到80%,测量深度约35mm,探头前后一定范围较大。由此可推断,焊缝根部焊瘤大致形状,如下图所示,焊缝在打底焊接过程中根部的液态金属由于重力的缘故形成该形状,并且探头存在一定的扩散角,所以探头在前后移动较大的范围内底波波幅依然较高

焊缝根部焊瘤
总结:通过上述的检测方案发现的一系列问题,大致可以推断出焊缝中可能存有坡口未熔合的缺陷,推断的理由如下几点:
1、缺陷在焊缝下半部坡口位置‘
2、超声波检测发现波幅较高,并且存在一定长度
3、波形干净,无杂波
由于本人技术水平有限,更多的结论有待进一步探讨。
- 博主:曹智
- 高级工程师、UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
“云特考”微信小程序题库,助您顺利通过取证考试!

坡口未熔合缺陷案例