某制造厂在生产某设备过程中,将厚度为35mm的钢板加工成15mm,加工完成后,宏观检查发现钢板的加工面上存在多处夹渣,待钢板加工成型且设备组装完成后,在该设备上对钢板进行超声检测,检测发现几处超标缺陷。制造厂委托钢板供货商对缺陷进行确认,供货商组织超声检测领域的专家入场复查,专家复查后表示未发现超标缺陷,双方未达成一致意见。为了明确钢板中是否存在超标缺陷,制造厂寻求第三方的检测确认。
该设备由两块钢板过盈配合(非复合成型)形成内外套筒结构,如图1、2所示。在钢板1上开矩形槽,矩形槽深度20mm,矩形槽内放置两根金属水管,待两块钢板拼装完成后,在水管外注熔融液态锡填充。液态锡结晶并冷却后,制造厂内无损检测技术人员对该设备进行超声检测,钢板的合格级别为NB/T47013.3-2015标准TI级(1号修改单)。图2 局部放大及扫查示意图
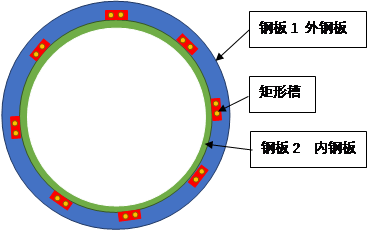
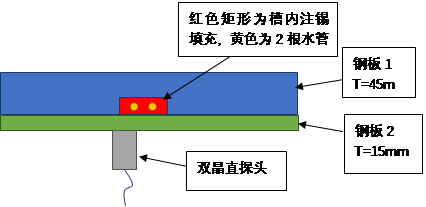
采用双晶聚焦直探头在钢板2上进行扫查,探头参数为5MHz、Φ20、F20。以钢板2的底面调整扫查灵敏度。扫查过程中发现部分区域存在底面反射波衰减的情况,衰减量约10dB,厂内自检人员按照NB/T47013.3-2015标准中第5.3.7.1条规定,将其判定为面积型超标缺陷,并在钢板2上标注了3处疑似超标缺陷的区域。查设计图纸,发现标注的3处超标缺陷区域均为矩形槽的位置。
供货商的专家对该3处区域进行复查,均发现底波衰减。专家与制造厂方交换设备检测,检测结果一致,但未将其判定为缺陷,双方持不同意见。
受制造厂方委托 ,本人带好已经调校好的超声波检测设备、测厚仪等设备,驱车来到该厂,对设备存在疑似缺陷的位置进行复核。检测前,经制造厂方的技术人员介绍,大致了解了该设备的制造工艺和厂方自检的情况,初步制定了5个检测步骤。
一、检测步骤
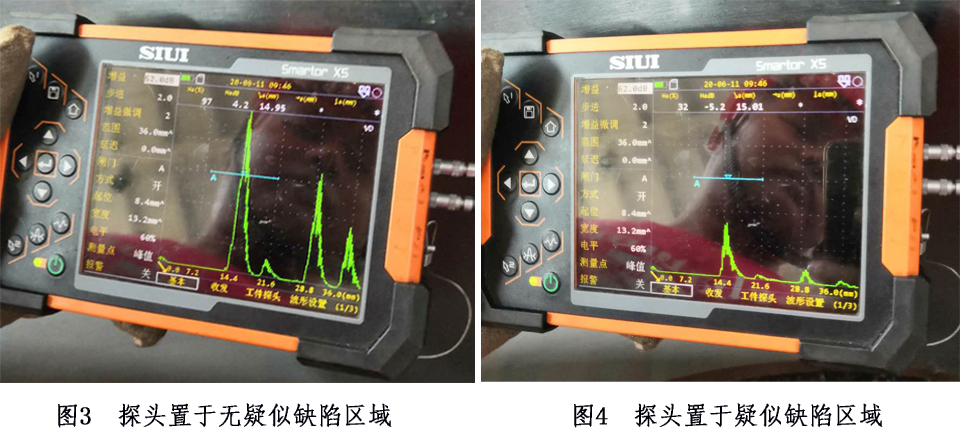
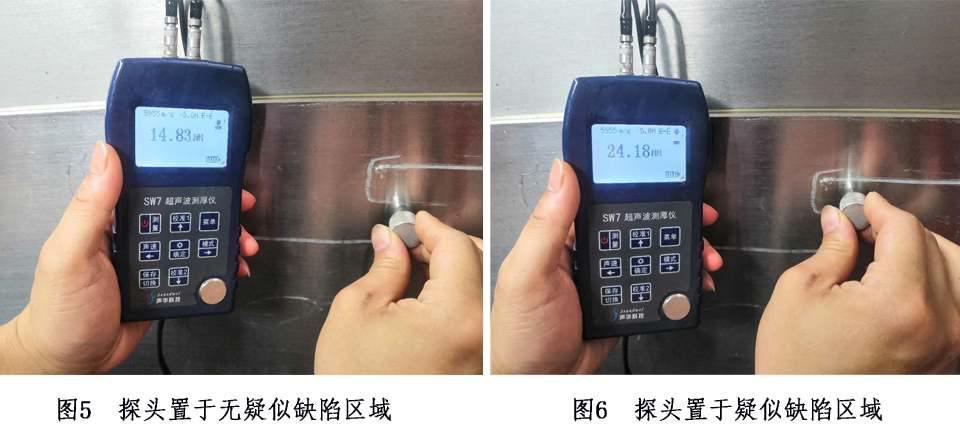
步骤1:按照NB/T47013.3-2015标准要求调校仪器,采用双晶纵波探头对3处钢板存在疑似面积型缺陷区域和无疑似缺陷区域进行扫查。将探头置于无疑似缺陷区域时(如图3),第一次底面回波高度为满屏97%,此回波的显示深度为14.95mm;将探头置于疑似缺陷区域时(如图4),第一次底面回波高度为满屏的32%,此回波的显示深度为15.01mm,两处底面回波相差约9.6dB,但未发现明显的缺陷反射回波。
步骤2:采用超声波测厚仪测量无疑似缺陷区域的厚度(如图5)和存在疑似缺陷区域(如图6)的厚度,厚度值分别为14.83mm、24.18mm。
步骤3:用测厚仪测量其他未在现场标注疑似缺陷区域的厚度,当测厚仪显示的深度约为24mm时,采用双晶直探头扫查此区域,均发现存在类似上述底面回波衰减的情况。
步骤4:采用规格为5P6×6K2的斜探头扫查疑似缺陷区域,未发现明显的回波信号。
步骤5:查设计图纸,发现现场标注的疑似缺陷区域均为外钢板矩形槽内部注锡部位。
二、检测结论
对3处疑似缺陷面积的位置进行复核,未发现超标缺陷,满足NB/T47013.3-2015标准质量分级TI级。底面反射波衰减并非由钢板中的缺陷引起,而是由槽中的锡与钢板2形成两种声阻抗的界面,超声波在该界面即发生反射,也发生透射,与全反射相比,该反射声波的波高明显的降低。经制造厂方的无损检测技术人员现场确认,认同我的检测结果和分析过程。
三、原因分析
内、外钢板过盈配合,外钢板矩形槽内采用灌锡填充,由于锡的热膨胀系数与钢的热膨胀系数相差较大,待锡冷却结晶凝固后,在矩形槽中的填充度存在一定差异。结合不良处,锡与内钢板存在一定的间隙,当采用双晶探头扫查此区域时,超声波经内钢板底面全反射,底面回波较高;结合良好处,当采用双晶直探头扫查此区域时,超声波在两种阻抗的材质界面处发生反射和透射,由于透射的超声波需要消耗一定的能量,即此反射超声波能量小于全反射的超声波能量,因此,结合良好区域的底面反射回波低于结合不良区域的底面回波。
根据上述步骤1和步骤2 的检测结果可得出,当测厚仪测量的厚度值为24.18mm,表明此区域的锡与内钢板结合良好,此时超声波发生反射和透射,反射回波高度(底面回波高度)为32%;当测厚仪测量的厚度值为14.83mm,表明此区域的锡与内钢板结合不良,此时超声波发生全反射,反射回波(底面回波)高度为97%。
根据现场标注的疑似缺陷区域均为外钢板矩形槽内部灌锡部位,符合上述的结论,且经过步骤3测厚仪测量的厚度值约为24mm的部位均为外钢板矩形槽内部灌锡部位,底面回波均发生衰减。
若以底面回波发生衰减作为判定钢板内部存在缺陷的依据,则此类缺陷应与钢板呈一定夹角。假设钢板中存在与钢板呈一定夹角的缺陷,当采用步骤4斜探头扫查此区域,可以发现该缺陷的回波信号。而实际采用斜探头扫查时,未发现明显的回波信号,且双晶直探头扫查,也未发现明显的缺陷回波信号,故钢板内部不存在与基座钢板呈一定角度的面积型缺陷。
综上所述,钢板内部不存在面积型缺陷,由于锡与内钢板结合良好,形成两种声阻抗的界面,超声波在该界面处发生反射和透射,透射的超声消耗一定能量,造成反射回波信号降低,导致底面回波发生衰减。
四、总结
检测前,应充分了解被检设备的工艺状况,研究图纸、咨询委托方等,根据存在的特殊制造工艺,推测可能产生哪些结果,并大胆的提出多种假设,再采取有效的检测方法、方式,将假设加以验证或推翻,在没有找到充分的证据前,切莫轻易下结论。
五、拓展——仔细研究超声检测仪器屏幕中的回波和测厚的结果图4和图6,会发现一个疑点。
超声波测厚仪与超声波检测的工作原理相似,都是采用一发一收脉冲反射法的原理,那为什么当测厚仪的数据是24.18mm,而超声波检测仪器屏幕中没有该回波? 与电科院专家周梦保高工探讨,他认为可能是聚焦探头盲区所致。使用的双晶聚焦直探头的型号为5P20F20,该探头的焦距为20mm,即超过此聚焦深度的回波会远远低于聚焦深度以内的回波,导致锡的底面反射回波较低。欢迎提出不同的见解。
- 博主:曹智
- 高级工程师、UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
“云特考”微信小程序题库,助您顺利通过取证考试!

评论前必须登录!