根据GB6417-1986《金属熔化焊焊缝缺陷分类及说明 》定义未熔合,在焊接过程中由于焊缝金属与母材金属未完全熔化结合,或者焊道金属与焊道金属之间未完全熔化结合产生的缺陷称为未熔合。本文讲述未熔合缺陷的分类、焊缝未熔合危害、焊缝未熔合的产生原因、焊缝未熔合在射线底片影像上的特征缺陷,以及讲解工作中射线检测的焊缝未熔合缺陷底片。
一、未熔合分类
焊缝未熔合可分为层间未熔合、坡口未熔合(侧壁未熔合)、根部未熔合,如下图所示为三类焊缝未熔合的示意图。未熔合常出现在焊缝根部形成根部未熔合、在焊道间层形成层间未熔合、在焊道和母材坡口之间形成坡口未熔合,以及在焊缝和母材溢流或焊瘤之间等位置。
坡口未融合示意图

层间未融合示意图
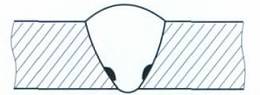
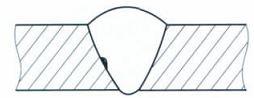
根部未融合示意图
二、未熔合危害
未熔合是一种面积型缺陷,坡口侧未熔合和根部未熔合明显减小了承载截面积,应力集中比较严重,其危害性仅次于裂纹。
三、未熔合的产生原因
(1)焊道清理不干净,存在油污或铁锈;
(2)坡口设计加工不合理 ,液态金属流动有死角;
(3)焊接电流过小,焊丝未完全熔化;
(4)焊枪没有充分摆动,焊接位置存在死角;
(5)焊工为了加快焊接速度,擅自提高电流等。
四、未熔合射线底片影像特征
(1)根部未熔合:典型影像是连续或断续的黑线,靠近母材侧影像轮廓整齐呈直线状且黑度较大,为坡口或钝边的机械加工痕迹。靠近焊缝中心测未熔合影像的轮廓可能较规则,也可能不规则,呈曲齿状的块状缺陷。
根部未熔合在底片上的位置就是焊缝根部的投影位置,若射线垂直焊缝透照,则缺陷一般在焊缝影像的中间。若斜角度透照或者母材坡口形状不对称(开单边坡口)可能偏向一边。
(2)坡口未熔合:典型影像是连续或断续的黑线,宽度不一,黑度不均匀,一侧轮廓较齐,黑度较大,另一侧轮廓不规则,黑度较小,在底片上的位置一般在中心至边缘的1/2处,沿焊缝纵向延伸。
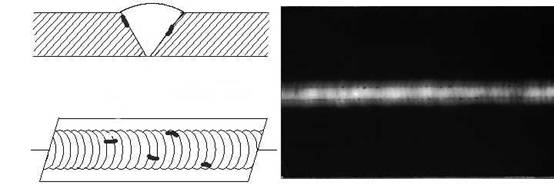
坡口未熔合示意图和底片影像
(3)层间未熔合的典型影像是黑度不大的块状阴影,形状不规则,如伴有夹渣时,夹渣部位黑度较大。
层间未熔合与分层缺陷相似,在射线透照方向上透照厚度差较小,一般在射线照相检测中不易发现。
以下是未熔合缺陷影像
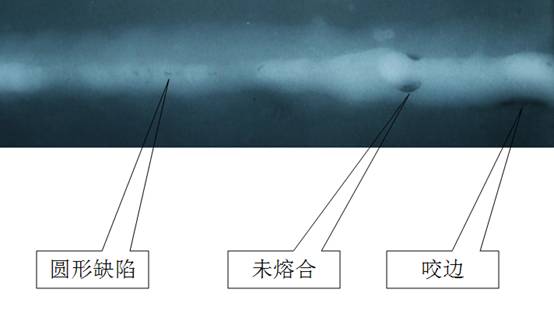
圆形缺陷、未熔合、咬边底片影像
如上图所示未熔合底片影像:靠近母材侧黑度较大且轮廓清晰,靠近焊缝中心黑度逐渐减小且轮廓不清晰,该缺陷为典型的坡口未熔合。
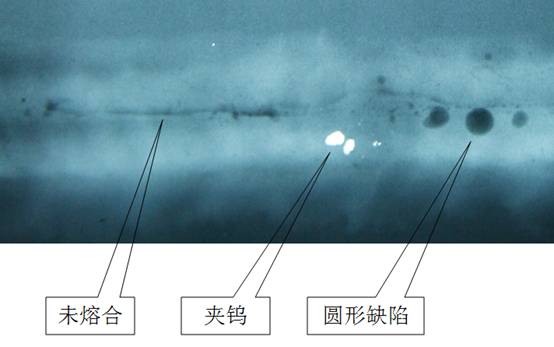
未熔合、夹钨、圆形缺陷底片影像
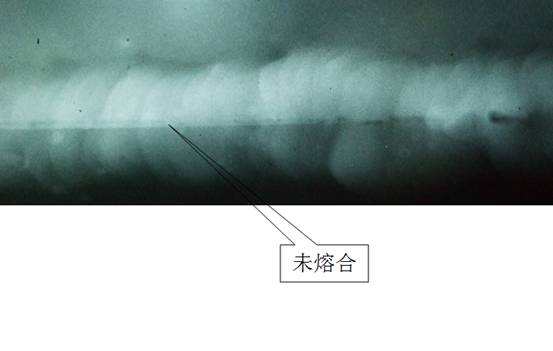
未熔合底片影像
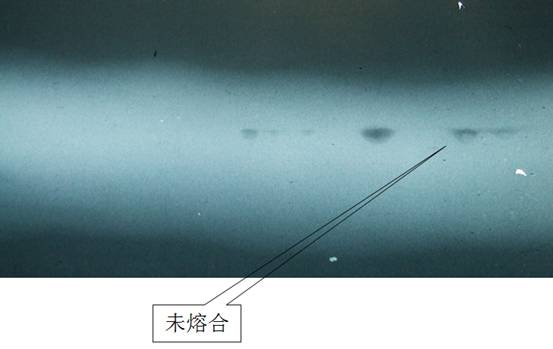
未熔合底片影像
如上图所示,靠近母材侧影像轮廓整齐呈直线状且黑度较大,另一侧轮廓不规则。
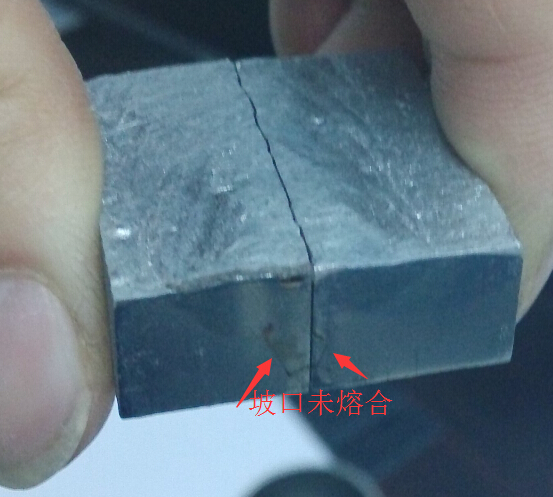
焊缝未熔合实物图

焊缝未熔合实物图
以上两幅图是在工作中遇到的是真实缺陷,由于焊接成型不良产生的坡口未熔合缺陷和层间未熔合缺陷,用线切割从焊缝中心剖开,可以很清楚的看到未熔合缺陷在焊缝中的形状。
五、未熔合缺陷评级
本文介绍JB/T4730-2005《承压设备无损检测》第2部分射线检测篇的缺陷评级,其规定如果下:
“5.3.4 质量分级一般规定
5.3.4.1 Ⅰ级焊接接头内不允许存在裂纹、未熔合、未焊透和条形缺陷。
5.3.4.2 Ⅱ级和Ⅲ级焊接接头内不允许存在裂纹、未熔合、未焊透。
5.3.4.3 焊接接头中缺陷超过Ⅲ级者为Ⅳ级。”
根据JB/T4730-2005《承压设备无损检测》第2部分射线检测标准中缺陷评级的规定,若焊缝影像中有未熔合则判为Ⅳ级,若验收等级为Ⅲ,则判为不合格。
相关阅读
- 博主:曹智
- 高级工程师、UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
“云特考”微信小程序题库,助您顺利通过取证考试!

评论前必须登录!