众所周知环境温度将影响渗透检测结果,渗透检测通常在常温下进行,工件温度过高或过低均不利于缺陷的检出。但是也有特殊情况,严寒的冬天、酷热的夏天,特别是在野外露天环境下作业,无法保证被检工件处于常温状态,从而无法按常规思路进行检测,遇到这类的情况有何良策?
俗话说解铃还须系铃人,既然工件的温度不符合要求,那就想办法让工件达到合适的温度,比如:温度低了,用火烤烤;温度高了,慢慢等着降温呗。
真有这么简单吗?人生十有八九不如意,现场检测条件也是如此,很多问题不能采用惯性思维解决。
2017农历年年底,也就1个多月前的事情,那时我还在某火电厂检修现场,当时遇到了一个棘手的问题,需要对温度较高的焊缝进行渗透检测。

高压缸进汽插管焊缝渗透检测
高压缸进汽插管为异种钢焊缝,焊缝的上母材材质为SA-335P91(马氏体耐高温钢,介质通常为过热蒸汽或再热蒸汽),下母材材质为F22(珠光体耐高温钢),焊缝为镍基材质(奥氏体无磁性)。
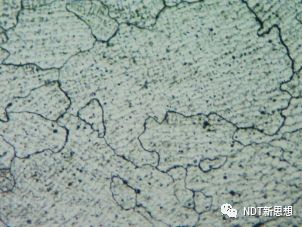
镍基材质奥氏体金相组织
焊缝上、下母材材质与焊缝材质差异性较大,三种材质的热膨胀系数不同,且长期处于高温环境下,很容易产生疲劳裂纹。该电厂的2号机组在上次检修期间发现了许多裂纹,其他电厂型号相同的机组也出现过类似问题,业主对此高度重视。
由于检修时间短、工期紧,并且停机后不能马上拆除保温,防止冷却速度过快导致部件变形。开始拆保温的时候距除夕夜只剩4天,留给我们检测不多了。该焊缝的保温拆除后,发现焊缝温度过高,摸上去烫手,用测温枪测得平均温度不低于70℃。
此时工件温度超过70℃,渗透剂喷上后冒“白烟”,表面的渗透剂也很快就干了。按照NB/T47103.5-2015标准的要求,当工件温度超过50℃时,需采用对比试验,因此,不能马上进行渗透检测。由于焊缝是异种钢材质,且焊缝为奥氏体非磁性材质,无法实施磁粉检测。

原本以为拆除保温后,只需一两天温度就能降到50℃以下。可是万万没想到,第二天清晨去现场勘查,发现温度仍然很高,经过一晚上冷却后,仅降低了2℃,按照这个速度冷却岂不是到年后才能检测。而此时已是腊月二十六,业主要求大年三十之前出结果,同时兄弟们也着急回家,希望能赶上除夕团圆之夜。既要按时完成任务,又不能不能违背标准要求进行操作,此刻的我作为项目负责人深感压力山大。
向单位领导反馈、向各路专家请教、向校友微信群里的老师和师兄弟们讨教。他们提出了许多建议,比如采用高温渗透剂检测、目视检查等方法。其中有一位专家,也是高我多届的同门师兄,他提出采用10倍放大镜看,缺陷抓大放小。
现场没有携带高温渗透剂,采购也来不及了,排除了此方案。采纳了师兄的建议,用放大镜目视检查,检查后未发现缺陷。此刻心里很是没底,另一台机组发现了很多裂纹,而这台却没发现,不合乎常理。业主也难以接受目视检查的结果,必须继续做渗透检测。仔细想想,虽说标准规定超过50℃不能按标准方法检测,但没明确规定不能检测,得再仔细琢磨琢磨。
标准附录B规定:如果采用检测温度高于50℃,则需将B型试块加温并在整个过程中保持这一温度,检测方法用于B区。在A区用标准方法进行检测,比较A、B两区的裂纹显示痕迹,如果显示痕迹基本上相同,则可认为准备采用的方法是经过鉴定可行的。
按照标准的要求试验,将试块放置于未拆除保温部件上进行保温15分钟,试块温度接近被检工件温度时,再快速喷上渗透剂,继续放入保温棉中进行保温。渗透过程分别进行了3分钟、5分钟和10分钟三次试验,发现三次试验均满足标准要求。
工件温度高,液体渗透速度快,但渗透剂蒸发速度的也快,为了确保检测结果准确,最终采用5分钟进行渗透。
最终在规定的时间内完成了检测任务,但是并未发现重大裂纹,仅仅发现几条长度约10mm的裂纹。据业主透露,该焊缝在一年前也进行过检测,同样未发现缺陷,此时悬着的一颗心可以稍加放下。
在遇到棘手问题时,先多研究研究标准,毕竟标准是众多专家经过多年现场经验总结出来的,可以很好的指导现场检测工作。不要让自己的心一直悬着,最好的方法是把标准研究透,严格遵照标准,切莫盲目操作。
- 博主:曹智
- 高级工程师、UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
“云特考”微信小程序题库,助您顺利通过取证考试!

评论前必须登录!