某锥形容器规格为Φ7094×28/30mm,筒体环焊缝为不等厚对接,容器制造焊缝的焊接方式为氩弧焊打底手工焊盖面,要求对该容器环焊缝进行TOFD检测,图1为该锥形容器示意图,粗实线为TOFD检测的焊缝。

图1. 锥形容器示意图
一、检测方案
(1)TOFD检测方案:将焊缝两侧母材打磨金属光泽,采用TOFD仪器(仪器型号为PXUT910)检测该容器筒体环焊缝。TOFD检测设置一组通道模式扫查该环焊缝,扫查完成后将数据保存,在离线软件上进行分析。
如图2所示,在容器外部扫查某一段焊缝的数据,仔细分析扫查数据,发现TOFD扫查图谱的直通波杂乱无章。由于TOFD检测技术存在盲区的局限性,直通波杂乱无章可能是盲区缘故或者是存在缺陷。
但是扫查焊缝过程中,母材打磨较光滑且耦合良好,在仪器调试过程中TOFD扫查图谱直通波较直,且为1.5个周期。因此,判断该扫查焊缝的直通波杂乱无章显示并非耦合或者仪器的问题,该扫查的焊缝中可能存在整圈表面缺陷,测量该“缺陷”的深度范围在2-10mm。
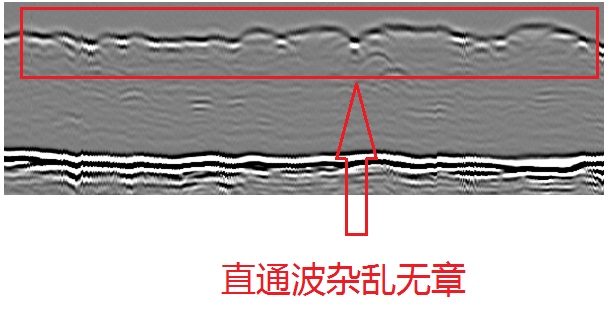
图2. TOFD检测外部扫查图谱
如图3所示,在容器内部扫查该段焊缝的数据,仔细分析扫查数据,发现在底面反射附近有缺陷显示,测量缺陷深度约为24mm。由此可以断定,该容器的焊缝表面的确存在缺陷。

图3. TOFD检测内部扫查图谱
(2)磁粉检测方案:为了进一步确认TOFD检测结果,采用磁粉检测容器外部焊缝。如图4、图5为现场磁粉检测焊缝图片,磁粉检测发现焊缝表面存在连续和断续的裂纹。

图4. 磁粉检测表面裂纹

图5. 磁粉检测表面裂纹
(3)打磨缺陷:将磁粉检测存在裂纹的磁痕进行打磨,打磨至肉眼不能看到为止,继续进行磁粉检测,磁粉检测不在出现磁痕显示再进行返修,返修后进行的TOFD检测,在扫查图谱中不在出现图2中的缺陷显示。
二、总结
1、缺陷产生原因:此容器对接环焊缝在焊接过程中,先焊接内壁坡口,再焊接外壁坡口,由于母材不等厚且存在错边焊接现象。强制对口错边焊接,导致焊缝中存在较大的应力,从而致使焊缝表面开裂。
2、由于TOFD检测存在表面盲区的局限性,因此,应配合其他检测方法进行补充检测,从而避免TOFD检测盲区中存在缺陷而导致漏检。补充的方法有:磁粉检测,爬坡检测等无损检测手段,或者对焊缝进行双面扫查。(实际案例转自:中特创业)
- 博主:曹智
- 高级工程师、UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
“云特考”微信小程序题库,助您顺利通过取证考试!

评论前必须登录!