「NDT新思想」和你一起学习NDT!
电站锅炉可以简单拆分为大管道、小管子以及容器等部件,即“四大管道”、“四小管”、锅筒(汽水分离器)等部件通过焊接的方式组成。电站锅炉部件承载高温、高压,服役于恶劣环境中,因此其焊缝检测要求也非常严格,焊缝中的缺陷大多在安装过程中得以发现并消除。而我们搞锅炉定期检验,大多以表面检测(磁粉检测)发现的问题为主,超声检测发现的问题相对较少。
前段时间,与菏泽安源工程检测有限公司技术负责人李福山,探讨无损检测现场发现的一些问题,李工拥有丰富的现场经验,善于分析问题与总结经验,对超声检测有着独到的见解。承蒙李工厚爱,分享了几篇超声检测案例,学习了一遍,似乎不过瘾,又反复学习了几遍,每次学习后,收获颇多。其中一篇《东明石化锅炉主蒸汽安装过程中的UT问题》的案例,存在许多共鸣之处,并征得李工本人同意后,将案例分享出来。
“2016年9月1日接到公司通知,要求去东明石化UT检测锅炉主蒸汽管线,规格为Φ370×30mm,于是,找了一个K1探头、一个K2探头、一个直探头,并做好曲线后来到现场。

按照惯例,还是先测试了厚度。直管段厚度为30mm,弯管段厚度为41mm,而且弯管的厚度也是不断变化的,外弯管最厚为41mm,内弯管最薄为30mm。
实际焊接过程中,如果焊口组装过程中已经形成错口,无疑是加大了后期UT的难度,观察焊口外表面,直管和弯管外径相同,没有明显错口趋势。这种情况如果没有内坡口,氩弧焊打底无法操作(30mm与40mm对接),于是要求焊接工人带我去组装车间。

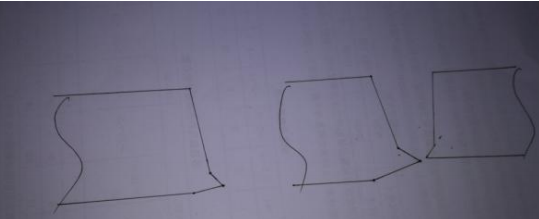
通过观察发现,图(1)组装时有内坡口,而且内坡口角度没有任何规律,我用取型规取了几个弯管的截面图,发现即使相同位置,不同弯管截面图不同;图(2)双V型坡口;图(3)取型规。
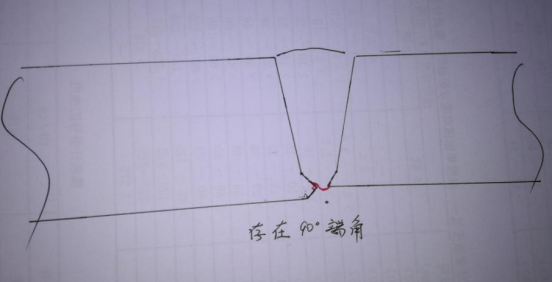
因为现场取型的第一手资料遗忘在现场,我大概画了一下集中坡口形式:
这种坡口形式似将导致二次波对缺陷的定位失去准确性,仪器显示的水平定位将大于真实水平值。
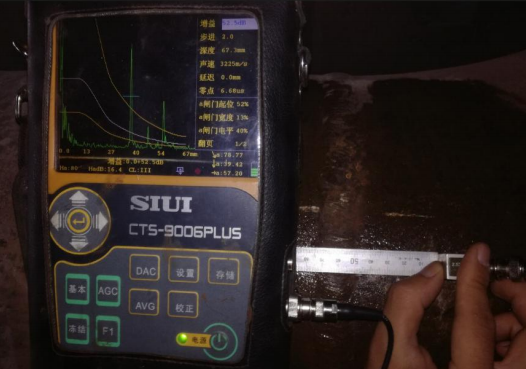
弄明白大概的坡口形式后,开始着手UT探伤,在这过程中遇到一个焊口,K1、K2探头都能检测到极高的波幅,且超过RL16dB左右,水平定位在焊缝中心线与探头之间,深度显示K1为35mm,K2为37mm。探头拿到直管侧无法找到任何缺陷回波,只有余高反射回波。初步定性为缺陷。(K2探头波形图)
因为该管道为高温高压类铬钼钢,加上余高厚度在35mm左右,返修时为了避免出现裂纹类缺陷,不能使用高温切割工具,只能用磨光机局部打磨,耗时耗力,一旦误判,对工程造成的影响很大。
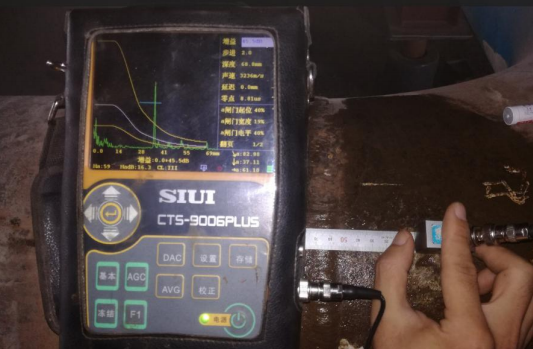
于是用SIUI2.5Z10×10A60度探头。此类探头可专用为判断根部缺陷(根部裂纹和根部未焊透),这个作用最先被发现,缘于一次在实验室百无聊赖的试验,但是拿出SIUI2.5Z10×10A70、SIUI2.5Z10×10A60、SIUI2.5Z10×10A45、SIUI5Z10×10A70、SIUI5Z10×10A60、SIUI5Z10×10A45六种规格的探头,在CSK-IIIA试块上利用端角反射测厚,无意间发现SIUI2.5Z10×10A60探头所测得CSK-IIIA试块厚度值与真实值相差极大,更换成同种规格探头校正后重新测试,所得试验结果未变,于是产生将SIUI2.5Z10×10A60探头用于测试根部缺陷的想法。后经过思考明白原因,并证明该方法可行。(注意:该方法仅对高度大于3mm端角有效,高度小于4mm的端角,60度探头显示深度和其他规格的探头相差无几)
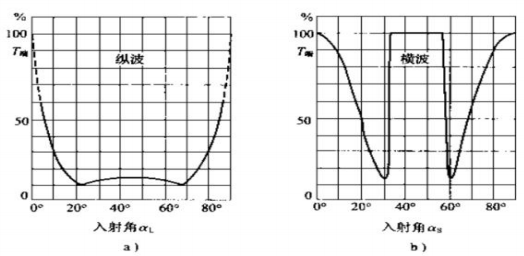
由图可知,横波斜探头入射角度在35°~55°时,端角反射率最高,接近百分之百,SIUI2.5Z10×10A60因为存在大约10度左右的上下扩散角,所以发生端角反射时,回波最高处不是60°的主声束反射,而是端角反射率近百分之百的下扩散角55度左右出,这将导致仪器的显示值远小于反射面的真实值。
将规格为SIUI2.5Z10×10A60的探头,再次拿到该管口上进行UT检测,结果显示一极高的波幅,超过RL线16dB左右,水平定位在焊缝中心与探头之间,深度定位39.9mm。探头拿到管侧无法发现任何缺陷回波。(SIUI2.5Z10×10A60波形图)
目前出现的状况开始让我迷惑,如果判定“缺陷”是体积状态的,从弯管侧45°和60°探头都能找到,并有差不多的波幅可以解释,但是探头拿到对侧却无法找到该“缺陷”,无法解释。如果判定该“缺陷”是面积状的,可以解释从直管侧发现的与余高共存的波,但解释不了为何45°和60°探头有差不多的波幅。
因为管道内壁结构复杂,考试考虑内壁结构波,向一些老师请教后大多建议放行,均怀疑管道内壁结构波。为了保险起见,采用XXG3005射线机对该焊口进行RT。

因透照厚度接近80mm,为互相参考曝光,观察底片,不存在明显缺陷。经过和各位老师交流,各位老师认为由内壁结构引起的回波,建议放行。为了弄明白该回波到底来自哪里,找到一简易内窥镜(当时距离该管口3.5m处有一新焊口,吊装完成,只能组装。)

下图为内窥镜拍摄未有反射波处,此处焊缝成型良好。

内窥镜拍摄有反射波处,此处焊缝存在明显内凹。

因始终无法弄清楚反射回波来源,遂将情况反馈到安装方,经安装方领导同意,决定对该出修模,我同一名焊接师傅一同来到现场,个该师父沟通后,他一边打磨,我一边观察,直至磨透未发现所谓的大缺陷。使用2.5Z10×10A60探头对磨透的该处重新检测,该波幅仍存在,但波幅明显提高,超过RL线30dB,用钢尺占耦合剂拍打该坡口处,波幅明显跳动。经过思考,得到如下假设:
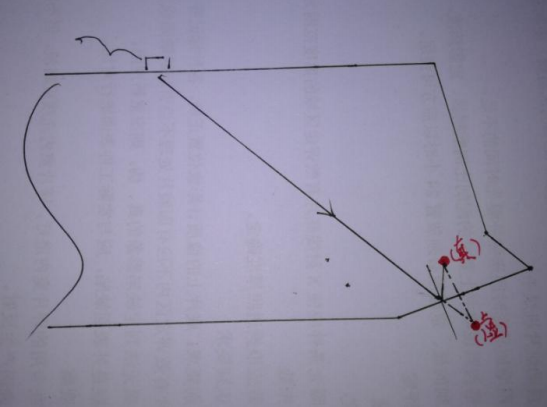
这种情况下端角发生了“转动”,我们采用45、60、70度探头扫查时,相当于入射端角的角度发生了改变,所以上文提到的采用60°探头测试根部反射的方法实际已经不适用。这也是为什么45°显示35mm(下扩散角),60°显示39mm(上扩散角),因为在35°~55°范围内端角反射率最高。转动的端角如下图,可以明显看到探头入射角未发生改变,但实际入射端角的角度已经改变。
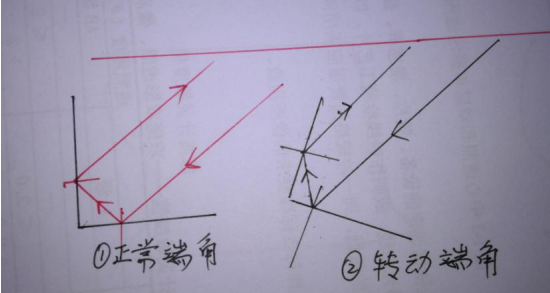
综上所示,该回波时根部未焊透,导致的端角反射。”
PS:非常精彩的一篇现场检测案例,学习了几遍后,获得了许多收获。
在电站锅炉的检测中,发现大多管道存采用了内坡口的形式,母材厚度大多要比焊缝高度要高5mm左右。管道内壁存在内坡口,给超声检测带来诸多不便,特别对于焊缝的根部缺陷,由于机构复杂,根部缺陷反射波与余高反射波,以及内壁结构反射波掺杂在一起,难于辨别缺陷波与内壁结构波,因此大多根部反射不会判定为缺陷。
对于存在内坡口的焊缝,发现存在怀疑部位,可以将焊缝打磨平整,用直探头扫查该部位,测量是否是内壁台阶引起的结构波或内凹反射波,再或是缺陷反射波。
- 博主:曹智
- 高级工程师、UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
“云特考”微信小程序题库,助您顺利通过取证考试!

评论前必须登录!