前段时间,有个从其他检测行业转入特种设备检测行业的朋友,加我微信问:“NB/T47013.3-2015标准中焊缝探伤部分,对于需要采用直探头检测的焊缝,直探头的灵敏度用如何调节?用什么试块调节?人工缺陷是什么?好像NB/T47013.3-2015标准中未明确规定?”。
大多情况下,焊缝的超声检测都是采用斜探头扫查,以及超声检测I、II级培训,我们只学了焊缝斜探头的检测方法,以至于很多人都忽略了直探头在焊缝检测中的作用。实际上,焊缝不仅可以采用斜探头扫查,在一些特定情况下,必须使用直探头检测焊缝。或者在某些特殊情况下,直探头检测焊缝的效果好于斜探头。
例如NB/T47013.3-2015标准有这样的规定:对于检测技术等级为C级,且工件厚度大于40mm的对接接头超声检测,以及T型接头、角接接头的超声检测都需要采用直探头扫查。
回到刚才的问题,针对这几类焊接接头用直探头检测时,如何调节灵敏度?用什么试块调节灵敏度?是不是可以参考钢板直探头检测,或者锻件直探头检测的方式来调节呢?
如果你仔细研究NB/T47013.3-2015标准或NB/T47013-2015标准释义,这个问题将迎刃而解。NB/T47013.3-2015标准第6.3.8.4.1条:工件厚度为6mm~20mm的焊接接头,斜探头或直探头检测时,用CSK-IIA试块制作的距离-波幅曲线灵敏度按表27的规定。再看看表27的标题 “斜探头或直探头检测距离-波幅曲线的灵敏度”,如图1所示。
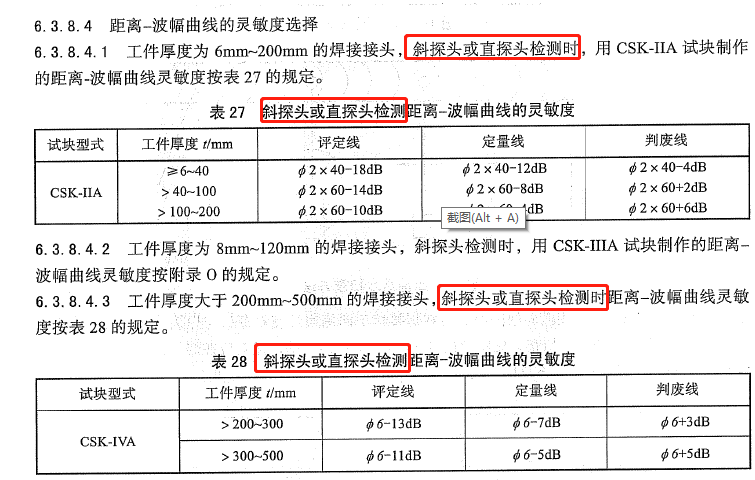
图1 NB/T47013.3-2015标准关于焊缝直探头检测的规定
从标准中可以得出:直探头和斜探头都是采用CSK-IIA试块制作DAC曲线,并且灵敏度的设置也相同。
下一个问题:直探头如何在CSK-IIA试块上制作DAC曲线呢?
其实直探头制作DAC的方法和斜探头也是一样的,在试块上移动探头,找到横通孔的最高反射波,利用一系列深度的横通孔的最高反射波制作DAC曲线。但直探头置于试块上的位置与斜探头稍有不同。
CSK-IIA-1试块应利用试块上、下、左、右4个端面制作曲线,CSK-IIA-2、CSK-IIA-3试块应利用试块上、下、左3个端面,以及2个斜面制作曲线,详见下图2、图3,红色箭头表示直探头置于试块上的位置。
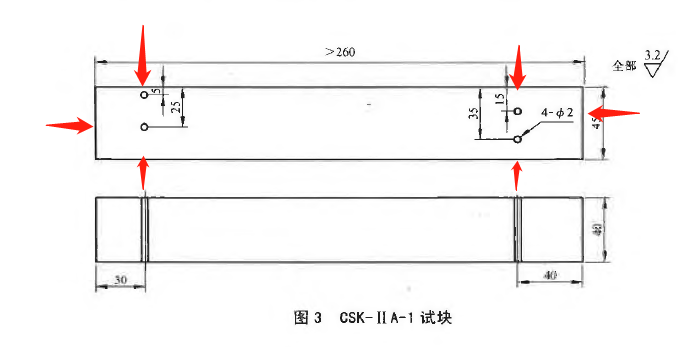
图2 直探头在CSK-IIA-1试块的位置
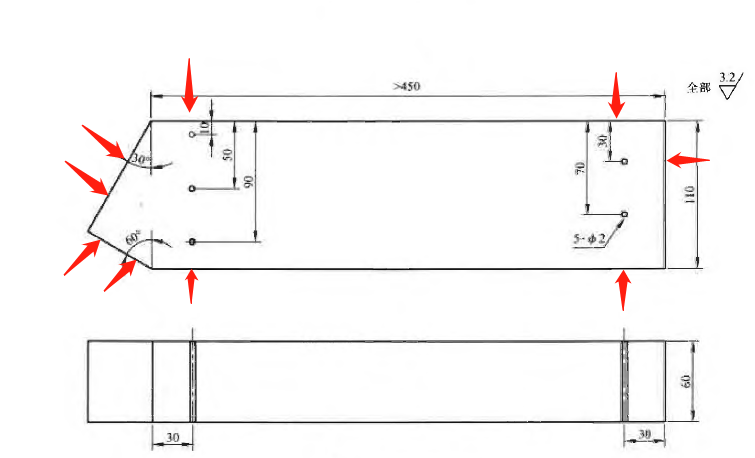
图3 直探头在CSK-IIA-2试块的位置
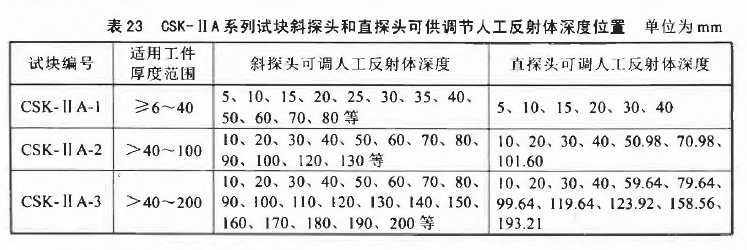
直探头可以在CSK-IIA-1、CSK-IIA-2、CSK-IIA-3试块上调节人工反射体的深度,详见NB/T47013-2015标准释义表23(第148页)。
总结:对接焊缝、T型接头、角接接头的焊缝直探头检测,其DAC曲线的制作、灵敏度的设置与斜探头检测方式一致,均可采用CSK-IIA试块调整,灵敏度依据表27的参数进行设置,直探头在工件上的扫查位置详见NB/T47013.3-2015标准附录L、附录N。焊缝直探头检测方式非类似于钢板、锻件的直探头检测方式。
- 博主:曹智
- 高级工程师、UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
“云特考”微信小程序题库,助您顺利通过取证考试!

评论前必须登录!