条形气孔缺陷射线底片图1、2所示:

图1. 射线底片:条形气孔
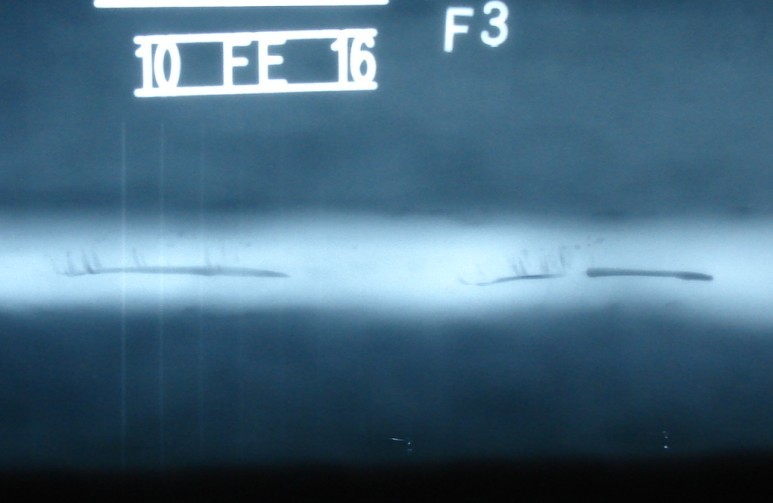
图1. 射线底片:条形气孔
(1)检测对象:核电BOP的其中一个大水箱低碳钢环焊缝,开V坡口,采用自动焊接,母材厚度T=12mm。对该焊缝进行射线检测,图1、2为该焊缝射线检测的成像底片。
(2)缺陷性质:条形气孔
(3)判断依据:1)此缺陷影像位于底片中部连续条状,可能的缺陷性质:根部未焊透、未熔合、条形气孔、条形夹渣;2)此缺陷影像伴有横向分支类似横向裂纹,但横向分影像支具有一定宽度,无裂纹影像特点,可排除未焊透性质;3)此缺陷影像黑度分布均匀,边缘圆滑规则,可排除条状夹渣性质。
(4)产生原因推测:该缺陷靠近板边较细,靠近焊缝中心部位较粗,说明缺陷起源于焊缝边缘(钢板中可能存在夹层之类缺陷),在施焊过程中,由于钢板温度较高,夹层中的气体浮出。再就是焊缝中间温度较高,因此气体向焊缝中间、向上聚集,形成平常说的虫孔,焊缝中间的条状缺陷,形状圆滑,应该是多个缺陷的气体汇集到焊缝中间的结果,应该属于条孔或叫层间未融合。片子上,大致处于焊缝中央的缺陷,是自动焊出现的条状气孔式的层间未熔合,与层间未熔合相交的,是斜向上的气孔。可能是自动焊机头(焊丝)位置出了问题。
条形气孔缺陷射线底片图3所示:
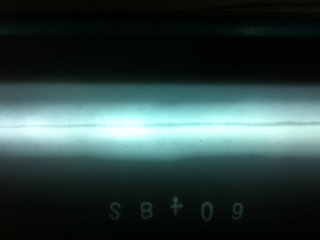
图3. 射线底片:条形气孔
(1)检测对象:二氧化碳气体保护焊,有坡口角度和7mm的间隙,单面焊,双面成形。
(2)缺陷性质:条形缺陷
(3)判断依据:在不了解现场情况的前提下,很容易判定该缺陷性质为未焊透。但该有坡口和间隙,反面贴陶磁衬垫,单面焊双面成形,反面成形很好,缺陷宽度为1-1.5mm,缺陷轮廓圆滑。因此,可以排除未焊透。
(4)产生原因推测:该缺陷是一氧化碳条形虫状气孔,在反面成形的余高中,有加强层,所以表面看不到,它惯穿整个焊缝,超声波检测也不易发现,容易漏检,在焊接时因气体保护不好,或断气,或电弧拉的过长,而导致空气进入,冶金反应时产生了一氧化碳气体,从客观上讲可以评未焊透,但从理论上来讲评条状气孔更为妥当。
因此,在进行射线底片评定中,首先要了解现场焊接条件、焊工焊接水平等因素,推测在该情况下进行焊接容易产生何种缺陷,然后仔细观察射线底片中缺陷的影响特点,来判定该缺陷的性质。
以上为对接焊缝射线检测典型条形气孔缺陷射线检测底片,图片转自远东无损检测网,感谢“鸟宿池边树”、“男儿当自强”等网友提供。
- 博主:曹智
- 高级工程师、UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
“云特考”微信小程序题库,助您顺利通过取证考试!

评论前必须登录!