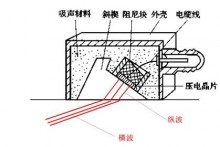
超声波斜探头结构、工作原理,影响探头性能的因素
超声波探头根据不同的用途分为许多种类,有纵波直探头、纵波斜探头、横波斜探头、表面波探头、爬坡探头等等。其中纵波直探头和横波斜探头在工作检测中最为常见。直探头与横波斜探头在结构与工作原理等方面有诸多相似之处,本文介绍横波斜探头的结构、探头工作...
超声波探头根据不同的用途分为许多种类,有纵波直探头、纵波斜探头、横波斜探头、表面波探头、爬坡探头等等。其中纵波直探头和横波斜探头在工作检测中最为常见。直探头与横波斜探头在结构与工作原理等方面有诸多相似之处,本文介绍横波斜探头的结构、探头工作...
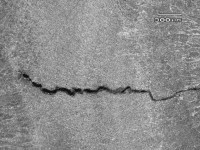
接焊缝在焊接过程中容易产生一种面积型的缺陷——裂纹,按裂纹的生长形状分为纵向裂纹和横向裂纹,按裂纹的产生原理分为冷裂纹和热裂纹。裂纹两端很细极易引起较高的应力集中,导致有延伸和扩展的趋势,所以裂纹是极危险的缺陷,尤其是冷裂纹,带来的危害是灾...
冷锻:对于室温状态的金属材料进行压力加工的锻造工艺。 热锻:金属材料被加热到再结晶温度以上,固相线以下的状态时进行压力加工的锻造工艺 再结晶温度:粗略的计算可取该金属的熔点之0.4倍为再结晶温度。 对锻造产品,以冷锻工艺能获得较好的平整度,...
焊接缺陷:气孔、夹渣、未熔合、未焊透、咬边、裂纹、表面缺陷等。 焊接电流:焊接电流过大,可以提高生产率,并使熔透深度增加,但易出现咬边、焊穿、增加焊件变形和金属飞溅量,也会使焊接接头的组织由于过热而发生变化,并增大气孔倾向。尤其在立焊操作时...
锻件的缺陷很多种类,该类缺陷产生的原因也有许多种,有不良锻造工艺造成的,有原材料的原因,有模具设计不合理所致等等。尤其是少无切削加工的精密锻件,更是难以做到完全控制。本文介绍几种常见的锻件缺陷。 1、缩孔:在锻造前期浇注钢铸锭时,由于钢铸锭...
在超声检测中经常碰到各种类型的缺陷,其中气孔最为常见的缺陷之一。个人认为气体在超声波检测中比较容易判定,可根据其波幅和波形特性判定为气孔。本文介绍气孔形成机理和超声检测中气孔反射回波的特性 1、气孔形成机理 气孔由焊接熔池在高温时融金属中气...
1、什么是延迟裂纹 延迟裂纹是冷裂纹的一种,是由于塑性储备、应力状态以及焊缝金属中氢含量等综合作用而产生的焊接裂纹。延迟裂纹不是在焊接过程中产生的,而是在焊后延续一段时间产生的。延迟裂纹主要发生在低合金高强钢中,主要与焊缝含扩散氢、接头所承...
在最初的二十几年中,商业超声仪器完全依靠以下几种类型的探头:使用一个压电晶片生成并接收声波的单晶探头,将发送晶片和接收晶片分开的双晶探头,以及以串联方式使用一对单晶探头的一发一收系统或穿透系统。当前为工业缺陷检测及厚度测量而设计的大多数商业...
超声相控阵系统可被用于几乎任何在传统意义上可以使用常规超声探伤仪的检测应用中。焊缝检测和裂缝探测为两项最重要的应用,因为在包括航空航天、电力生产、石油化工、金属坯材和管件商品供应、输运管线建造与维护、结构金属、以及一般制造业在内的各种工业领...
超声相控阵系统进行脉冲触发,并从一个阵列的多个晶片接收信号。对这些晶片进行脉冲触发的方式是要使多条声束汇合到一起,并形成一个以所期望的方向传播的单个波前。同理,接收器的功能是将来自多个晶片的输入汇集成一个单个的表现形式。 因为超声相控技术可...