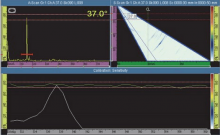
相控阵声速校准、延迟校准、灵敏度校准、TCG修正方法
超声相控阵检测技术的声束发射和声束接收与A型扫描超声波检测类似,都基于超声波脉冲反射法的原理。相控阵仪器发射电脉冲激发探头晶片,晶片发生逆压电效应产生超声波脉冲声束。系统通过声束入射到反射体的发射与接收时间的关系,自动算出反射体的声程、深度...
超声相控阵检测技术的声束发射和声束接收与A型扫描超声波检测类似,都基于超声波脉冲反射法的原理。相控阵仪器发射电脉冲激发探头晶片,晶片发生逆压电效应产生超声波脉冲声束。系统通过声束入射到反射体的发射与接收时间的关系,自动算出反射体的声程、深度...
焊接缺陷:气孔、夹渣、未熔合、未焊透、咬边、裂纹、表面缺陷等。 焊接电流:焊接电流过大,可以提高生产率,并使熔透深度增加,但易出现咬边、焊穿、增加焊件变形和金属飞溅量,也会使焊接接头的组织由于过热而发生变化,并增大气孔倾向。尤其在立焊操作时...
文摘:本文《超声相控阵仪器自校与自验方法》适用于各企业单位的超声相控阵仪器定期的自校和自验。各企业单位视情况参考该自校与自验方法,但不代表该方法的内容完全正确。 1目的 为保证我单位相控阵成像检测仪精度,确保检验结果的准确可靠,特制订本规程...
文摘:本文《超声相控阵仪器自校与自验方法》适用于各企业单位的超声相控阵仪器定期的自校和自验。各企业单位视情况参考该自校与自验方法,但不代表该方法的内容完全正确。 1、目的 为确保超声相控阵功能正常,防止信号失真和性能退化,保证设备精确度、延...
锻件的缺陷很多种类,该类缺陷产生的原因也有许多种,有不良锻造工艺造成的,有原材料的原因,有模具设计不合理所致等等。尤其是少无切削加工的精密锻件,更是难以做到完全控制。本文介绍几种常见的锻件缺陷。 1、缩孔:在锻造前期浇注钢铸锭时,由于钢铸锭...
目前工业超声波探伤的方法是基于脉冲反射法的原理,完全依靠观察超声仪器显示屏中的信号来判断有无缺陷。在仪器屏幕中的显示信号有些来自工件某个部位的正常反射波回波,有些是工件缺陷的反射回波,还有些则是入射波经过工件发生波形转换产生变形波。要正确的...
文摘:本文中提供高清版的JB/T4730.3-2005承压设备无损检测超声检测标准,适用范围:JB/T4730.3的本部分规定了承压设备采用A型脉冲反射式超声波探伤仪检测工件缺陷的超声检测方法和质量分级。本部分适用于金属承压设备用原材料,零...
文摘:某车间生产的设备进行焊接,对母材开双面坡口,一个大坡口,一个小坡口。这个车间的焊工师父在焊接的顺序存在问题,先从小坡口先焊,然后从大坡口清根,从而导致很多坡口未熔合以及热影响区中的产生未熔合。如果先从大坡口焊接,很少会有坡口以及热影响...
在超声检测中经常碰到各种类型的缺陷,其中气孔最为常见的缺陷之一。个人认为气体在超声波检测中比较容易判定,可根据其波幅和波形特性判定为气孔。本文介绍气孔形成机理和超声检测中气孔反射回波的特性 1、气孔形成机理 气孔由焊接熔池在高温时融金属中气...
文摘:本文整理了一部分国内外TOFD检测标准,以下列举的是近年来再用的TOFD标准,其中包我国内采用较为广泛的JB/T4730.10承压设备衍射时差法超声检测,以及欧盟、美国、日本等国家的标准。 方法标准:BS7706 ,ENV 583-6...